Common Problems of Weld Repaint
Since 1978, with the development of electric resistance welding (Super-WIMA) in the can-making industry, the overlap of can welds has been reduced to 0.4-0.6mm, and lead-free resistance welding tin-plated cans have been widely used For food cans and beverage cans, this transformation greatly improves the overall quality of the can body weld lap. In order to make the can body weld perfect, it is an indispensable process to recoat the weld seam with a protective layer of non-destructive content. The protection and anti-corrosion process of the can body resistance welding seam is also widely used, so that The resistance welding can body is more safe and reliable application.
However, in different situations, different regions, different canned contents and their storage time, the protection and corrosion protection of can body welds, and the quality parameters are also different. Therefore, solving the corrosion of welds is a major issue. Corrosion occurs in different forms. In addition, the effects of the canned sterilization process and carbonated beverages, such as beer and soft drinks, have brought many technical problems to the weld coating process.
The welding seam protection and anti-corrosion process is mainly divided into two processes. The welding seam coating process and the coating drying curing process are divided into liquid coating technology and powder coating technology in the coating process, The coating thickness and protective effect are also different, see Figure 3-51, Figure 3-52 and Figure 3-53.
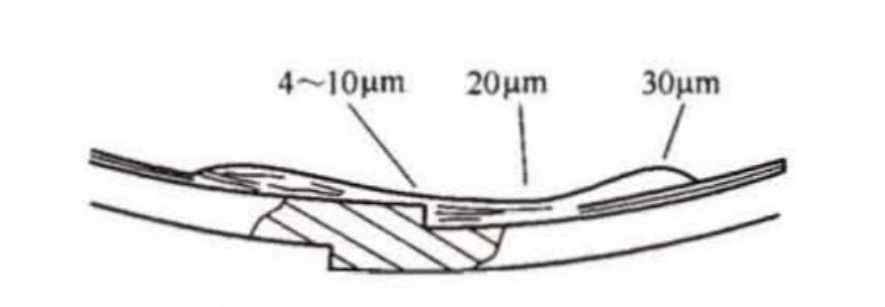
Figure 3-51 The coating of liquid paint, the coating is thin, especially in the area of welding seam
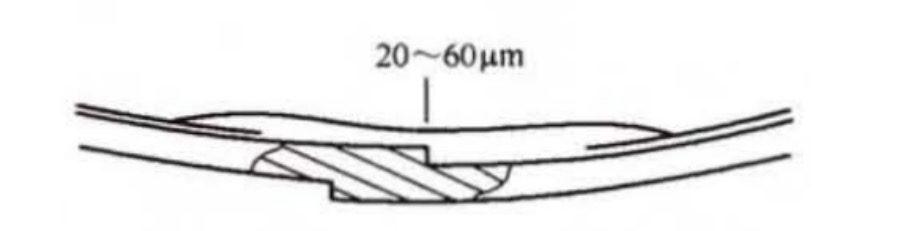
Figure 3-52 coating of thermosetting powder coating, thicker coating
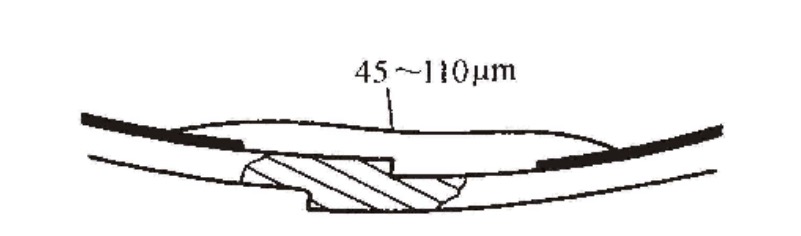
Figure 3-53 The patch layer of thermoplastic powder coating, the thickest layer
1. Frequent questions about the drying and curing process of liquid coating strip
① Deviation of recoating strip. Due to the poor adjustment of the can conveyor belt or the poor connection between the two conveyor belts, the can body rotates on the conveyor belt, so that the nozzle or the inner roller coating wheel cannot be aligned with the welding seam, causing the recoating strip to deviate (see Figure 3-87), The coating protection effect is not good. Solution: patiently adjust the conveyor belt so that the can body moves smoothly on the conveyor belt without rotation.
Figure 3-87 Recoating strip is off-center
② There are 4 abnormal situations.
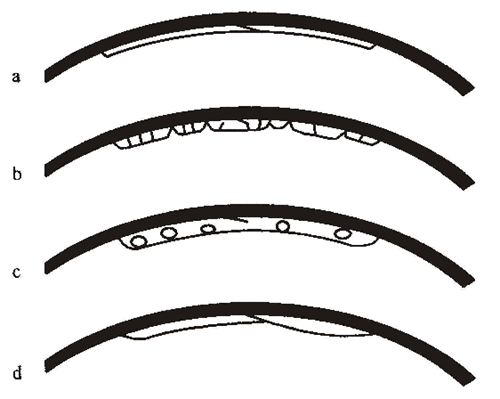
Figure 3-88 Abnormal coating film after curing
A. The coating is too thin after curing: The reason is, for example, the wet coating thickness is normal when recoating, the coating is thin after curing, and the solid content of the liquid coating is too low, so the solid content of the coating should be increased. Or increase paint viscosity. For roller coating, choose a thick repainting curve roller. For spraying, appropriately increase the pressure of the paint pump and the temperature of the paint heater, or change the nozzle to a larger size. Or slow down the speed of the can conveyor.
B The coating is porous after curing (micro-bubbles): The reason is that the drying and curing speed is too fast, the coating boils, and bubbles and blister-type micro-pores are generated. Solution: slow down the curing speed, that is, slow down the speed of the conveyor belt of the drying curing equipment, reduce the temperature of the heating oven in the front section of the heating curing device, so that the heating temperature gradually rises.
C The coating has bubbles: When the solvent has not evaporated, or when spraying, the bubbles generated by the coating, if the curing speed is too fast, the surface coating begins to cure, but the solvent continues to volatilize or the bubbles from the recoat are not eliminated. Air bubbles and small holes are left on the surface of the cured coating. In addition, if the wrong solvent is applied, such as thinner water or banana water for ordinary paint, since these solvents evaporate slowly, the liquid recoating strip will easily have bubbles when it is cured, and it is difficult to eliminate, as shown in Figure 3-89 .
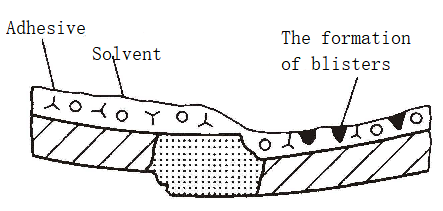
Figure 3-89 Air bubbles formed on the coating surface
Sometimes bubbles are formed on the weld, as shown in Figure 3-90. The reason is that the welding seam is too hot and the viscosity of the paint is a bit high. Solution: add a cooling device after welding, or reduce the viscosity a little.
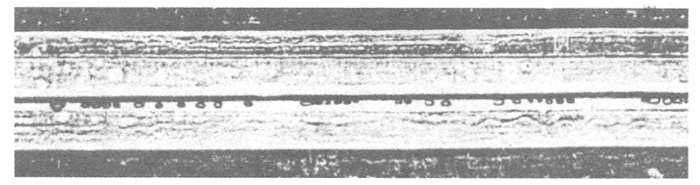
Figure 3-90 Bubbles formed on the weld
D. Poor coverage of the weld area at the edge of the tinplate: The quality of the welding has a great influence on the protection of the liquid coating. The cause and solution of this failure: i The welding seam is splashed, slightly increase the welding seam overlap amount, or reduce the welding current, so as to make the welding seam smooth, which is conducive to the welding seam coating; ii the paint is not enough in viscosity. Solution: increase the viscosity of the paint and increase the paint temperature accordingly.
③ Overspray. There are some oversprayed paints on the outside of the weld recoating strip, which will affect the appearance (see Figure 3-91 and Figure 3-92). Sometimes these coatings are not easy to cure. Reasons and solutions: i The viscosity of the liquid paint is too low, so the viscosity should be increased; ii The nozzle model is wrong, that is, the nozzle width of the selected nozzle model is too narrow, which causes the distance between the nozzle and the weld to be too far, so that the atomized paint Scattered to the rest of the tank. Choose the correct nozzle model.
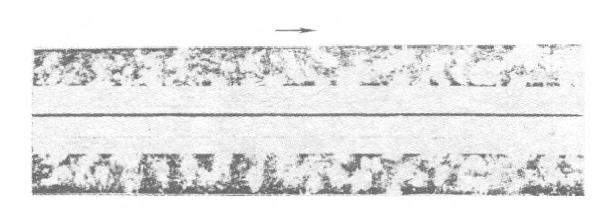
Figure 3-91 Overspray
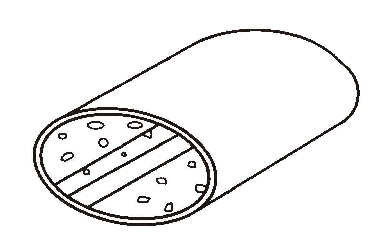
Figure 3-92 The paint has splash points in the tank
④ Splashing. The coating strip is too thin, and there are splashes at both ends (see Figure 3-93). Reasons and solutions: i The spraying pressure is too low or the pipeline is blocked, increase the pressure. Check the pipeline, ii The viscosity of the paint is too high. The viscosity should be reduced and the paint heater temperature should be increased i; ii The nozzle is too close to the can body. The nozzle should be raised.
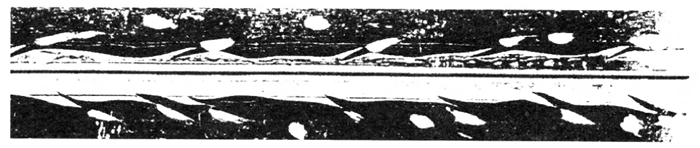
Figure 3-93 Splashing
2. Re-coating of welded seam powder coating
To obtain the best microporous weld repair coating, a thick protective coating layer is required. However, during the drying and curing process of the liquid coating, the thick liquid coating layer is prone to air bubbles. This phenomenon can only be achieved by application Powder coating to solve.
To achieve the best quality effect of the welding seam paint protection layer, not only depends on the coating method of the paint, the welding effect also plays an important role, such as: when the welding frequency is low, or the application of low tin iron, chrome-plated iron, etc. splashing and rough surface on the weld, as well as the existence of the weld oxide layer, make the coating layer easy to be destroyed in the subsequent processes such as flanging, necking, and rolling. In addition, the thickness of the tinplate, the quality of the slitting, etc. will bring great problems to the liquid coating process.
Although the welding equipment has made many improvements to make the weld perfect, such as increasing the welding frequency, adding auxiliary welding wheels, etc., to reduce the spatter of the inner weld, and increase the weld anaerobic protection device, but the application of liquid coatings, you must think There are still some difficulties to achieve perfect protection, especially as the welding speed increases. In addition, the powder coating process has very little air pollution during the application process. Powder coatings can also cover welding spatter points (see Figure 3-94). During the application of powder coatings, the coatings between the cans can almost be completely recycled for reuse, with less waste. Therefore, in order to achieve perfect welding seam protection, the powder coating coating process has been applied by more and more Chinese manufacturers in recent years.
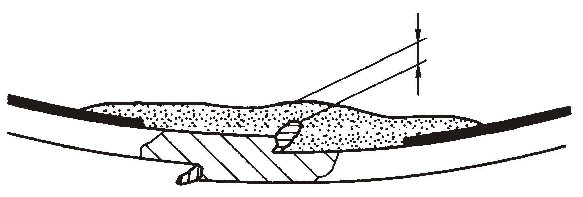
Figure 3-94 Welding spatter is covered by powder coating
The advantages of powder coating are well known, but it also has certain inconveniences. The powder inlet pipe and the powder return pipe of powder coating must be fixed on the welding arm of the welding machine, and the can body can still pass through the outside. Because the powder tube is relatively thick, the outer diameter is generally 6~8mm. When making D52 can type, a special welding arm is needed to fix the powder tube on the welding arm and let the D52 can type (202) pass. The cost of canning has increased.
3. Common problems of powder coating
(1) After the powder coating enters the full spraying process and curing in a large oven, the powder coating strip will be crinkle and uneven (see Figure 3-109). Generally, there is this phenomenon in thermoplastic powder coatings, that is, the melting point of thermoplastic powder coatings is low. During the curing process of full spray coatings, after the second melting, they are solidified. Because the thermal expansion coefficient is different from that of full spray coatings, When shrinking, crinkles are formed. The solution to this method can appropriately lower the oven temperature of the full spray coating, thereby reducing the secondary melting of the thermoplastic powder coating. If it still can’t be solved, only change to other types of powder coatings, that is, the coating contains thermosetting coating components to increase the melting point of the second melting of the coating.
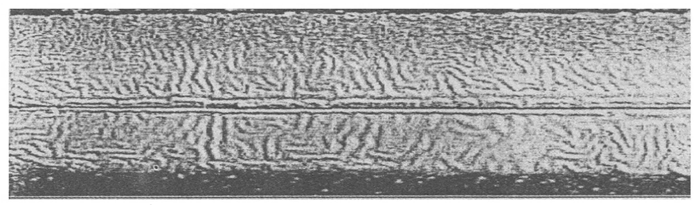
Figure 3-109 crinkle of powder coating strip
(2) After the rolling and flanging, the powder coating strip is broken (see Figure 3-110). The reason is that the elasticity of the coating strip is not enough. The solution: If it is a thermoplastic coating, it may be over-dried. You can appropriately reduce the drying temperature or shorten the time, and accelerate the cooling after drying and curing to increase the elasticity of the coating strip. If it is a thermosetting powder coating or a coating containing more thermosetting components, the temperature should be appropriately increased to increase the adhesion of the coating strip.
Figure 3-110 The powder coating strip breaks after rolling
(3) After the thermoplastic powder coating is baked and cured, do a peeling test. If the coating peels off too much (see Figure 3-111), more than 5mm, or the adhesion test of the thermosetting coating does not work well, then Increase the baking curing temperature to improve the adhesion of the coating strip.
In addition, if after baking and curing, the adhesion of the powder coating layer is very poor, and large pieces fall off from the overlap with the primer coating (yellow printing iron), and the improvement of baking does not work, then it may be the primer (yellow iron printing) There is too much wax in the solvent of the paint. After the primer paint is baked, the wax precipitates and settles on the surface of the primer, which causes the adhesion of the powder coating to decrease. Solution: Improve the solvent of primer paint. Or before powder re-coating, use a strong organic solvent to scrub the weld re-coated area to remove the wax layer to improve adhesion.

Figure 3-111 Peel test, the coating is peeled off too much, exceeding 5mm, the curing temperature is not enough
(4) Before the powder coating is baked and cured, the powder coating strip is uneven and crinkled, especially the powder coating matched with a low-speed welding machine. This phenomenon is that the charging voltage is too high, and the powder forms a phenomenon of homosexual repulsion. It is necessary to appropriately reduce the electrostatic high voltage. In addition, this phenomenon may also occur if the powder has been stored for too long (far beyond the supplier’s shelf life).
(5) After powder coating, before baking and curing, the powder on the conveyor belt can easily fall onto the can wall. The electrostatic voltage can be appropriately adjusted to increase the powder’s adsorption capacity. At the same time, check whether the can body has collisions, jitters and jumps during the conveying process, try to make the can body move smoothly and reduce the falling of powder.
(6) After the powder is sprayed, the powder coating becomes thinner, sometimes accompanied by shaking, and the powder spraying pipe is blocked. Unblock the powder spray tube as soon as possible, or replace with a new tube. When installing the powder tube to the welding arm, pay special attention to the powder tube not to touch the copper wire guide wheel, and to keep the powder tube working at room temperature, otherwise, if the molten powder is blocked in the tube, it will be difficult to dredge.
(7) The powder coating on both ends of the can is too thick, which affects the sealing effect of the subsequent process. The thickness of the coating should be reduced, or the suction of the external powder suction port on the OHC should be increased to make both ends of the coating thinner.
(8) When powder coatings are stored for a long time or are repeatedly used during production, the performance of powder coatings will change, such as charging performance, fluidization fluidity, and some dirty dust mixed in it, so in production Attention should be paid. In addition, powder coatings generally contain a certain amount of moisture (0.6%~0.8%), so that the fluidity of powder coatings will be better. If it loses due moisture, the fluidity of the powder will become worse, and the powder coating will easily It clumps and looks like damp. Therefore, a moisture test must be carried out. If the difference is too large, add water appropriately to make it contain the normal amount of water. Then operate according to the methods and parameters provided by the powder coating supplier.


